

Mechanical, Pressure, and Ultrasonic Homogenization
Homogenization is the process of making things uniform; in the case of fluid processing, it drastically decreases the size of the dispersed phase droplets in the continuous phase and requires emulsifiers to stabilize the newly created enormous interfacial surface area between the droplet and continuous phase to ensure separation does not occur. The reduction in particle size is a function of the power input of the homogenizer and is subdivided into three primary techniques mechanical, pressure, and ultrasonic homogenization. Mechanical homogenizers apply rotational shear forces using an inner rotor, with rotational speeds up 35,000 rpm, and a stationary outer stator, both of which contain gaps that allow fluid to flow through the rotor-stator gap, which causes an uneven acceleration of the fluid, causing dispersed phase droplets to elongate and the break apart. Pressure homogenization was invented by Auguste Gaulin in 1899 to treat fluid milk. The first pressure homogenization contained a three-piston pump that forced milk through a narrow tube while applying pressure; this action broke fat globules into smaller, more uniform droplets preventing creaming. Ultrasonic homogenizers use sonic pressure waves, causing vapor bubbles to form that undergoes oscillation between compression and rarefraction, which is a reduction in density leading to expansion. Eventually, the bubbles cavitate (implode), generating high localized shear forces that reduce droplet size.

Two-Stage High-Pressure Processing
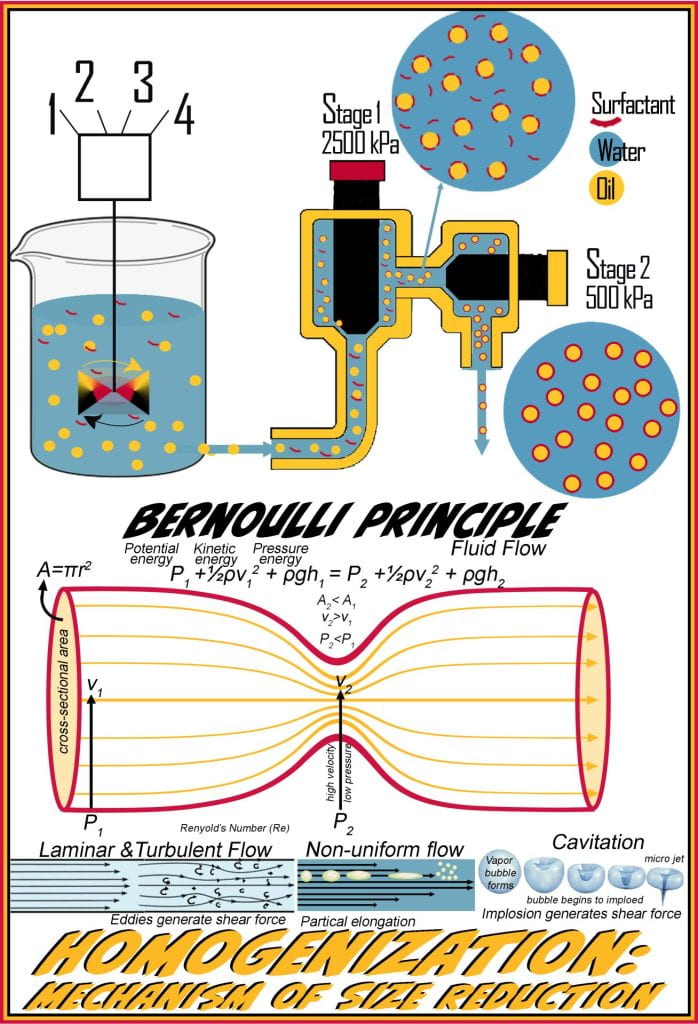
Skim milk and cream are recombined to standardized milk fat concentrations and homogenized to ensure that creaming does not spoil the product before the best-before date. Homogenization passes recombined milk through a small orifice; early versions operated under low pressure, and the particle size reduction was limited to the opening size. Modern day seat-valve homogenizers use very high pressures (>2500 kPa) to pass the fluid through the small orifice, and the particle size reduction creates a monodispersed fine emulsion. Stage one primarily reduces the lipid droplet size; as a consequence, there is an increase in the oil-water interfacial area.
Stage two operates at lower pressure (~500 kPa) and redisperses lipid droplets that have flocculated, allowing time for the diffusion of other surface active molecules in milk to reach the oil-water interface. There are three primary mechanisms of particle size reduction occurring concurrently during homogenization. As the fluid enters the orifice, the volumetric flow rate must equal the flow rate before constriction. Bernolulli’s principle conserves energy (potential, kinetic & pressure) through the flow area, where a reduction in the cross-sectional area results in fluid acceleration through the orifice at V2. The acceleration of fluid alters the flow profile from laminar to turbulent flow, generating eddies that break droplets; second, fluid flows more slowly near the channel surface than the droplet in the center of the cross-section resulting in particle elongation. Droplet elongation increases the dispersed phase surface area and eventually leads to dissociation into smaller droplets. Finally, at V2, fluid flows much faster than at V1 due to the reduction in the cross-sectional area; the fluid acceleration coincides with a large pressure drop. The pressure drop is sufficient to reduce the liquid boiling point to below the fluid temperature causing water vapor bubbles to form in the orifice. As the fluid exits the orifice and the flow channel expands, the linear velocity reduces, and the pressure returns to P1, increasing the boiling point above the temperature of the fluid. The pressure decrease upon exiting the orifice leads to cavitation, where the vapor bubble implodes, forming a micro jet that generates enormous shear forces, further reducing the droplet size. The stability of homogenized milk arises from the small (micron, 10-6, µm), monodispersed lipid droplets and the increase in particle density arising from more surface active molecules adhering to the new droplet interfacial area. Illustrated by Stokes’s law, a decrease in particle radius and an increase in particle density result in a lower terminal velocity, while the monodispersed droplets prevent sweeping flocculation as the uniform particles travel at the same rates. As lipid droplet size decreases, the internal Laplace pressure rises and limits the magnitude of size reduction.